Tin công nghệ, Tin tức
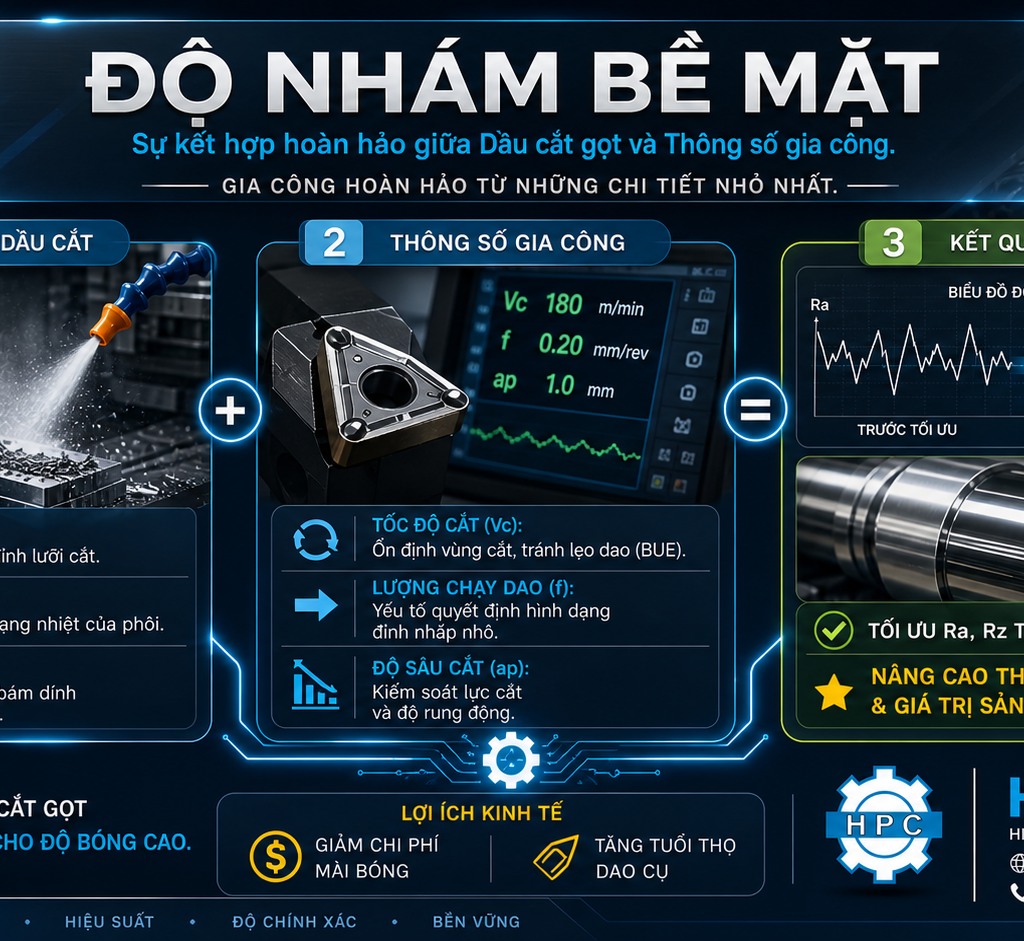
Độ nhám bề mặt – Yếu tố được tổng hòa từ chất lượng dầu cắt và thông số gia công
Th5
Trong gia công cơ khí chính xác, độ nhám bề mặt không chỉ đơn thuần là một chỉ tiêu kỹ thuật, mà còn là thước đo phản ánh toàn bộ chất lượng của quá trình gia công. Một chi tiết có độ nhám đạt yêu cầu không chỉ đảm bảo tính thẩm mỹ, mà còn ảnh hưởng trực tiếp đến khả năng lắp ghép, độ bền và tuổi thọ của sản phẩm.
Tuy nhiên, trên thực tế, nhiều doanh nghiệp vẫn đang tiếp cận vấn đề này theo cách đơn lẻ—chỉ điều chỉnh thông số cắt hoặc chỉ thay đổi dụng cụ. Điều này dẫn đến việc tối ưu không hiệu quả. Bởi lẽ, độ nhám bề mặt là kết quả của sự tổng hòa giữa nhiều yếu tố, trong đó nổi bật nhất là chất lượng dầu cắt và thông số gia công.
Độ nhám bề mặt – Không chỉ là con số Ra
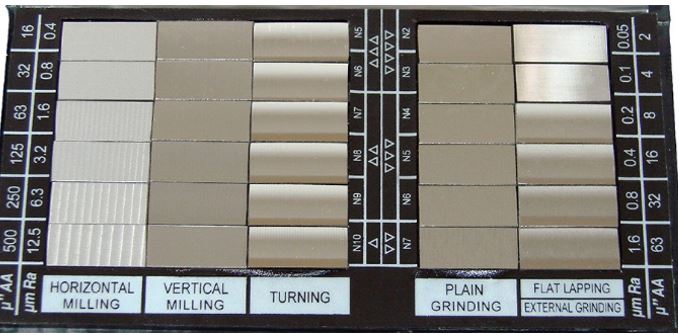
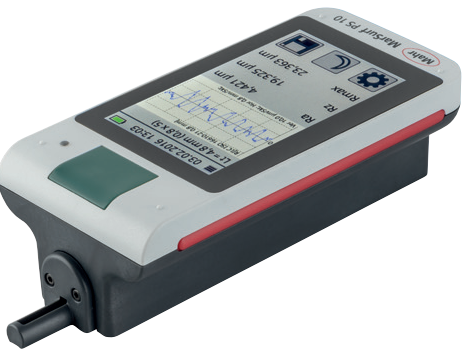
Độ nhám bề mặt (Surface Roughness) thường được biểu thị qua các thông số như Ra, Rz… nhưng đằng sau những con số này là cả một quá trình tương tác phức tạp giữa:
- Dao cụ
- Vật liệu gia công
- Thông số cắt
- Điều kiện làm mát và bôi trơn
Một bề mặt có Ra thấp không chỉ đến từ dao sắc hay máy tốt, mà còn phụ thuộc rất lớn vào cách phoi được hình thành và thoát ra khỏi vùng cắt, cũng như mức độ ma sát tại bề mặt tiếp xúc.
Vai trò của dầu cắt – Yếu tố thường bị đánh giá thấp
Trong nhiều nhà máy, dầu cắt thường được xem là “vật tư tiêu hao”, nhưng thực tế đây lại là yếu tố ảnh hưởng trực tiếp đến chất lượng bề mặt.
- Giảm ma sát – cải thiện độ bóng
Dầu cắt chất lượng cao giúp tạo một lớp màng bôi trơn giữa dao và phôi, từ đó:
- Giảm ma sát
- Hạn chế hiện tượng dính bám vật liệu (Built-up Edge)
- Giúp đường cắt mượt hơn
Kết quả là bề mặt gia công đạt độ bóng cao hơn, giảm hiện tượng xước vi mô.
- Ổn định nhiệt độ vùng cắt
Nhiệt độ cao là nguyên nhân chính gây biến dạng vật liệu và làm giảm chất lượng bề mặt. Dầu cắt tốt sẽ:
- Tản nhiệt nhanh
- Giữ ổn định vùng cắt
- Hạn chế biến dạng nhiệt
Điều này đặc biệt quan trọng khi gia công vật liệu khó cắt hoặc tốc độ cao.
- Hỗ trợ thoát phoi hiệu quả
Phoi không được thoát ra kịp thời sẽ:
- Cọ xát lại bề mặt gia công
- Gây xước và tăng độ nhám
Dầu cắt có khả năng rửa trôi tốt sẽ giúp:
- Đẩy phoi ra khỏi vùng cắt
- Giữ bề mặt sạch trong quá trình gia công
Thông số gia công – Yếu tố quyết định hình thái bề mặt
Bên cạnh dầu cắt, thông số gia công đóng vai trò quyết định trực tiếp đến cấu trúc hình học của bề mặt.
- Tốc độ cắt (Vc)
- Tốc độ quá thấp: dễ hình thành lẹo dao → bề mặt xấu
- Tốc độ quá cao: tăng nhiệt → ảnh hưởng độ ổn định
Tốc độ cắt cần được tối ưu theo từng vật liệu và loại dao.
- Lượng chạy dao (Feed rate)
Đây là yếu tố ảnh hưởng trực tiếp đến giá trị Ra:
- Feed lớn → bước nhấp nhô lớn → Ra cao
- Feed nhỏ → bề mặt mịn hơn nhưng giảm năng suất
- Chiều sâu cắt (Depth of cut)
Chiều sâu cắt lớn có thể:
- Gây rung động
- Làm giảm độ ổn định
- Ảnh hưởng đến độ nhám
- Tình trạng dao cụ
Dù thông số đúng, nhưng nếu dao:
- Mòn
- Bị sứt mẻ
→ vẫn dẫn đến bề mặt kém.
Mối liên hệ: Dầu cắt và thông số không thể tách rời
Một sai lầm phổ biến là tối ưu từng yếu tố riêng lẻ. Thực tế:
- Thông số cao nhưng dầu kém → ma sát lớn → bề mặt xấu
- Dầu tốt nhưng thông số sai → rung động → không cải thiện được Ra
Chỉ khi cả hai yếu tố được tối ưu đồng thời, độ nhám bề mặt mới đạt hiệu quả tối đa.
Ví dụ thực tế:
- Khi tăng tốc độ cắt để cải thiện năng suất → cần dầu có khả năng làm mát tốt hơn
- Khi giảm feed để cải thiện Ra → cần dầu có khả năng bôi trơn cao để duy trì đường cắt mượt
Góc nhìn thực tế từ nhà máy
Trong nhiều dự án cải tiến tại nhà máy, việc thay đổi dầu cắt kết hợp tối ưu thông số đã mang lại hiệu quả rõ rệt:
- Giảm độ nhám bề mặt từ Ra 1.6 xuống Ra 0.8
- Tăng tuổi thọ dao cụ từ 15–25%
- Giảm tỷ lệ hàng lỗi do bề mặt
Điều đáng chú ý là chi phí tăng thêm từ dầu cắt chất lượng cao thường nhỏ hơn rất nhiều so với chi phí do lỗi sản phẩm hoặc thay dao thường xuyên.
Kết luận
Độ nhám bề mặt không phải là kết quả của một yếu tố đơn lẻ, mà là sự tổng hòa của toàn bộ hệ thống gia công.
Trong đó:
- Dầu cắt quyết định điều kiện ma sát, nhiệt và môi trường cắt
- Thông số gia công quyết định hình thái hình học của bề mặt
Doanh nghiệp muốn nâng cao chất lượng sản phẩm cần chuyển từ tư duy “tối ưu từng phần” sang “tối ưu hệ thống”.
